Abrasivi rigidi
Gli abrasivi rigidi di sia Abrasives sono prodotti Premium con il più elevato standard qualitativo. Tutti i prodotti vengono testati ininterrottamente nella nostra sezione di Ricerca & Sviluppo. Garantiamo la massima sicurezza anche in caso di applicazioni molto impegnative.
Prodotti
Noi offriamo la soluzione giusta per un’ampia gamma di materiali. A seconda dell’applicazione, per ciascun materiale viene consigliato un disco normale o a centro depresso dello spessore corrispondente.

Dischi da taglio
I nostri dischi da taglio siacut si distinguono per lunga durata e precise caratteristiche di taglio.

Dischi da sbavo
I nostri dischi da sgrossatura siagrind sono notevoli in materia di potenza di taglio elevata, lungo ciclo di vita e maneggevolezza.

Centro di collaudo
Facciamo sostanzialmente distinzione tra test di sicurezza e test prestazionali. Per garantire la vostra sicurezza eseguiamo questa procedura nel centro di collaudo di sia Abrasives a Frauenfeld, nella Svizzera del nord. La procedura comprende anche test per garantire l’uniformità dei lotti di produzione e test comparativi per valutare i prodotti della concorrenza.
Produzione
Nel caso dei dischi da taglio e da sbavo con legante in resina sintetica, viene realizzata una miscela con minerali abrasivi, riempitivi, resina in polvere e resina liquida, che viene quindi pressata in speciali macchine per essere, poi, trasformata in dischi da taglio di diversi spessore e diametro. Per resistere alle enormi forze centrifughe, viene inglobato nell’abrasivo vero e proprio un tessuto in fibra di vetro.
Il processo produttivo di un disco da taglio rigido si divide in tre fasi:
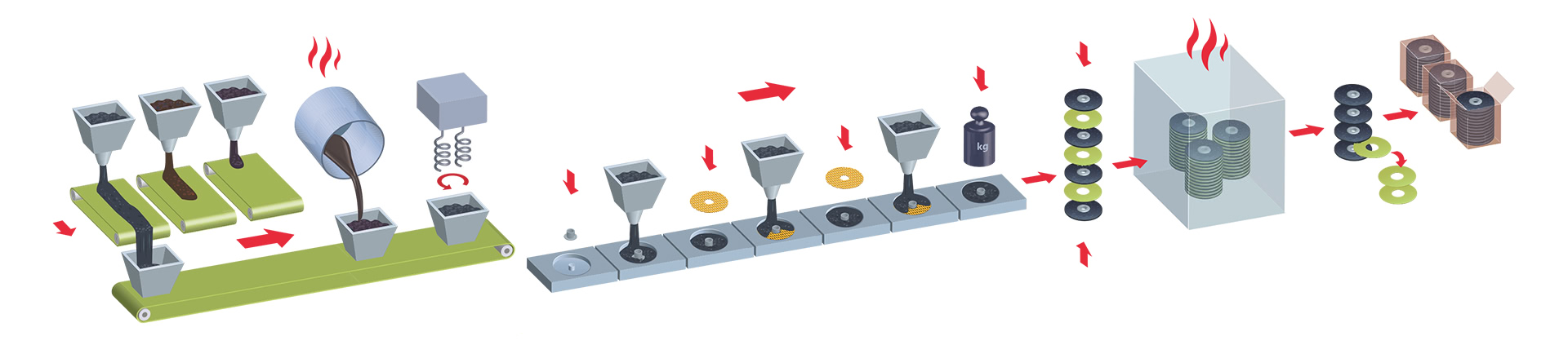
1. Preparazione della miscela per i dischi abrasivi
I grani abrasivi imbevuti con resina fenolica liquida vengono miscelati con resina in polvere, riempitivi e prodotti ausiliari, fino ad ottenere una massa semifluida.
2. Sagomatura della miscela in pezzi grezzi
Lo stampo viene quindi riempito alternativamente con miscela filtrata e una rete in fibra. Entrambi i componenti vengono compattati con l’ausilio di una pressa idraulica.
3. cottura/indurimento nel forno di indurimento
Infine, i "pezzi verdi" ottenuti con la fase 2 vengono serrati tra lastre di acciaio e lasciati indurire in un forno a camera, alla temperatura di circa 200 °C.